072-267-0888
072-267-0888 072-267-0885
072-267-0885


Before (改善前)

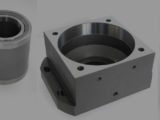
上図の様な幅研削をする異形状のワークがあります。幅研削はワークの形状によって概ね加工する設備が決まっており、要求精度や素材の状態によって研削加工に使用する設備を決定します。
上図のワークは丸形状で平面精度も厳しい事から平面研削盤を使用し研削加工しています。平面研削盤は寸法・平面度・面粗さを精密に加工できる反面で、加工できる数量が少なく、量産加工では生産能力が著しく低下してしまいます。
平面研削盤は、単品物では小回りの利く設備と言えますが、量産加工を前提とすると他の研削方法を検討する必要があります。
V
After (改善後)

上図の様な異形状のワークを立型両頭研削盤キャリアスルーで幅研削加工を行います。加工方法変更のポイントとしては、異形状ポケットのキャリアが容易に入手できる様になった点が有ります。
立型両頭研削盤によるキャリアスルー研削は、初期段階のみ、キャリアポケット形状・数量・角度などの調整が必要となりますが、その後はリピート製作で安定した加工ができるようになります。
立型両頭研削盤によるキャリアスルー研削加工への工法変更で生産能力向上は著しく、生産数量をまとめる程、コストダウン効果は大きくなります。
POINT(要約)
当事例のような円形状ではない部品は、通常、平面研削盤での非効率な研削加工が強いられます。ただし、平面研削盤での加工では生産性が低く量産には適さないため、別の方法が求められます。
設計者は、立型両頭研削盤によるキャリアスルー研削加工という選択肢を知っておくことで部品コストの削減を図ることができます。