072-267-0888
072-267-0888 072-267-0885
072-267-0885


Before (改善前)

真円度が必要な製品の内面研削加工を行う場合、チャックで掴んで加工するために、掴んでいる爪で製品が変形してしまいます。つまり、チャックを外したとたんに弾性力が働き、固定した形状から変形してしまうのです。そのため、ワークを掴んだ状態で真円度の精度が出ていたとしても、チャックから外した完成品では真円度が悪くなってしまいます。また、機械の段取りやワークの寸法のバラつき等も考慮すると、外面との同軸度もばらついてしまいます。
V
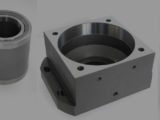
After (改善後)

高精度な真円度が求められる製品は、シュータイプの内面研削盤でチャックし加工することで製品を掴むことなく外面に沿って加工することが可能になります。これによりチャックを外しても、弾性力で変形することなく、完成品の真円度が改善されます。
また、外面基準で加工するので同軸度において高い精度を出すことが可能となります。このシュータイプの研削盤による内面研削加工では、量産品の場合に自動化にも対応できるので、加工コストダウンも見込まれます。