072-267-0888
072-267-0888 072-267-0885
072-267-0885


Before (改善前)

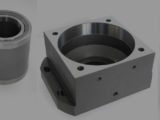
上図の様な幅研削加工をするワークが有ります。幅研削では、横型や立型両頭研削盤を用いて、研削加工を行います。横型・立型両頭研削盤では、満足できる幅加工精度の範囲が目安としてあります。図面上の規格だけを見ると、横型・立型両頭研削盤で十分に満足出来る加工精度となっているワークでも、形状によっては研削加工時のバランスに影響するため、幅平面度精度が0.5μm~2μmの範囲とやや不安定になることもあります。幅平面度精度のバラツキは、後工程の生産能力や不良率に影響を及ぼすので品質改善が必要です。
V
After (改善後)

上図の様に幅研削工程を横型又は立型両頭研削盤から立型ホーニング盤へ、使用設備を変更する事により、幅の平面度が0.1μm~0.5μmで安定した精度で加工する事ができます。立型ホーニング盤での生産能力は、大量生産向きの両頭研削盤と単純に比較すると劣るためコストアップ要因となります。しかしながら、幅精度の向上により、後工程の加工精度が非常に安定するため、結果的に全体としては生産効率がアップしコストダウンとなります。